
佛山市蒲生五金機械模具有限公司
聯(lián)系人:13923131709 黃經(jīng)理
固話:0757-83825076
傳真:0757-81770909
Q Q: 2315225252
地址: 廣東省佛山市順德區(qū)樂從鎮(zhèn)平步工業(yè)區(qū)南二路4號
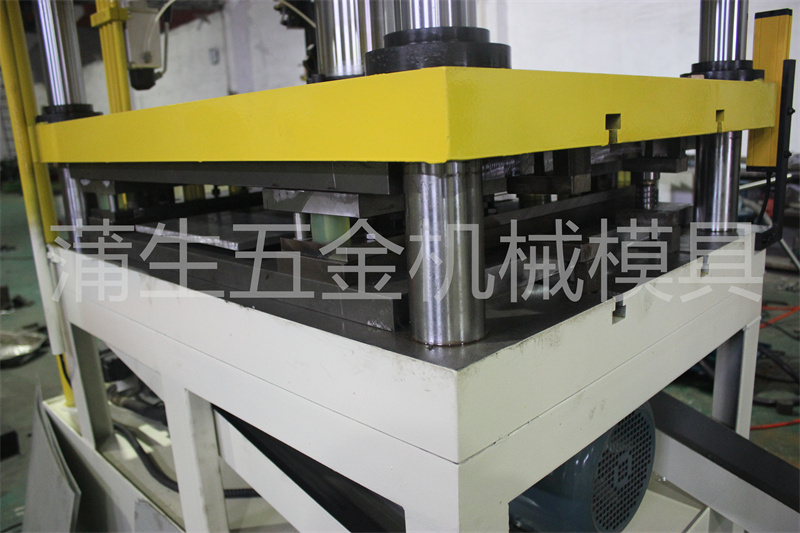
沖壓模具工藝方案規(guī)劃及工藝規(guī)劃
1.根據(jù)沖壓零件的形狀標(biāo)準(zhǔn),開端判定沖壓工序的性質(zhì),如:沖裁、彎曲、拉深、脹形、擴孔等沖壓模具規(guī)劃的方法與進程沖壓模具規(guī)劃的方法與進程。
2.核算各沖壓成形方法的變形程度。若變構(gòu)成度超過極限變形程度,應(yīng)核算該工序的沖壓次數(shù)。
3.根據(jù)各工序的變形特色和質(zhì)量要求,安排合理的沖壓次第。要注意確保每道工序的變形區(qū)都是弱區(qū),現(xiàn)已成形的部分(含現(xiàn)已沖制出的孔或外形)在今后的工序中不得再參與變形,多角彎曲件要先彎外后彎內(nèi),要安排必要的輔佐工序和整形、校平、熱處理等工序。
4.在確保制件精度的前提下,根據(jù)出產(chǎn)批量和毛坯定位與出料要求,判定合理的工序組合方法。
5.要規(guī)劃兩個以上的工藝方案,并從質(zhì)量、成本、出產(chǎn)率、模具的刃磨與修補、模具壽數(shù)及操作安全性等各個方面進行比較,從中選定一個最佳的工藝方案。
6.開端判定各個工序的沖壓設(shè)備。

掃一掃聯(lián)系我們
服務(wù)熱線
微信二維碼